
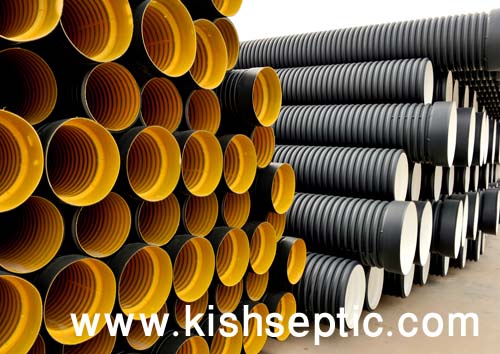
نوعی از اتصالات لوله های کاروگیت کوپلینگ یا جفت شدن به صورت کوپلرسرخوداست.
دراین نوع ازاتصال که از نوع مکانیکی است و به صورت نری و مادگی میباشد ،آب بندی توسط واشر لاستیکی انجام میشود.
اتصال لوله های کاروگیت به روش کوپلیت تا قطرداخلی ۱۰۰۰ عملی است.
در قطر های بالاتر از روش های دیگری مانند جوش لب به لب یا الکتروفیوژن استفاده می شود.
از واشر EPDM جهت آب بندی اتصالات استفاده میشود.EPDM از اتیلن، پروپیلن و سدیم سوپرمن ساخته شده است.
در انتهای لوله ها قسمتی به عنوان نری و مادگی وجود دارد و واشر لاستیکی در شیار ایجاد شده روی نری قرار میگیرد.
EPDMمقاومت بیشتری نسبت به گرما، نور و ازن نسبت به لاستیک های غیر اشباع داردوامکان اتصال شبکه لوله ها را به هم فراهم میکند.
در زمان جاگذاری لوله باید دقت شود که واشر دفرمه نشود.در هنگام اتصال باید لوله کاملا ثابت باشد.
لوله های دارای کوپلر سرخود امکان نصب و اجرای آسان تری دارند.
شرکت کیش سپتیک با همکاری صنایع لوله های آبرسانی قزوین ، لوله های از قطر ۸۰۰ میلی متر تا ۳۰۰۰ میلی متر را به صورت اسپیرال کاروگیت تولید میکند.
این لوله ها مطابق با استاندارد ۹۱۱۶ اداره کل استاندارد همراه با کوپلینگ و واشر تولید میکند و دارای ضمانت ۱۰ ساله می باشد.
طول این لوله ها به سفارش کارفرمایان محترم می تواند به صورت یکپارچه (Continues) تولید شود.
مطالبی که با مطالعه آن ها اطلاعات بیشتری به دست می آوریم:
روش های دیگر برای اتصال لوله های کاروگیت وجود دارد.
جوش لب به لب :
در این نوع از اتصال دو لوله را روبه روی هم قرار داده و توسط جوش که در لوله های کاروگیتی جوش پلی اتیلن است ، به هم متصل می کنند.
این نوع اتصال برای لوله هایی با قطر داخلی بالاتر از ۱۰۰۰ میلیمتر مورد استفاده قرار میگیرد .
اتصال لوله ها توسط جوش لب به لب در محل پروژه و پس از مستقر کردن لوله ها در جای خود صورت میگرد.
اتصال لب به لب لوله ها در انواع لوله ها مورد استفاده قرار میگیرد.
جوش الکتروفیوژن :
جوشکاری الکتروفیوژن نوعی جوشکاری ایمپلنت مقاومتی است که برای اتصال لوله ها استفاده می شود.
اتصالی با سیم پیچ های فلزی کاشته شده در اطراف دو انتهای لوله صورت میگیرد تا متصل شودوجریان از طریق سیم پیچ ها عبور می کند.
گرمایش مقاوم در برابر سیم پیچ ها مقادیر کمی از لوله و اتصالات را ذوب می کند و پس از انجماد ، یک اتصال ایجاد می شود.
این ماده معمولاً برای اتصال لوله های پلی اتیلن (PE) و پلی پروپیلن (PP) استفاده می شود.
جوشکاری الکتروفیوژن متداول ترین روش جوشکاری برای اتصال لوله های PE است.
به دلیل سازگاری فرآیند جوشکاری الکتروفیوژن در ایجاد اتصالات قوی ، معمولاً برای ساخت و تعمیر خطوط لوله انتقال گاز استفاده می شود.
توسعه مقاومت مفصل تحت تأثیر چندین پارامتر فرآیند است ، و ایجاد یک اتصال پیوسته برای ایجاد اتصالات قوی لازم است.
مزایای جوشکاری الکتروفیوژن:
فرایندی ساده که قادر به تولید اتصالات سازگار است
فرآیند کاملاً مهار شده است و خطر آلودگی مفصلی را کاهش می دهد
فرآیند بدون نیاز به برداشتن لوله ها امکان تعمیر را فراهم می کند
معایب جوشکاری الکتروفیوژن:
آستین مخصوص لازم است ،
بنابراین قیمت آن از سایر روشهای اتصال لوله مانند اتصال صفحه گرم گرانتر است
سیم پیچ های کاشته شده بازیافت قطعات را دشوارتر می کند
جوش اکستروژن :
این اتصال برای لوله های کاروگیت سایز بالاتر از۸۰۰ میلیمتر انجام میشود.مواد مذاب پلی اتیلن توسط اکسترود دستی بین دو لبه لوله تزریق می شود.
جوش اکستروژن یکی از فرایندهای مورد استفاده برای جوشکاری ترموپلاستیک و کامپوزیت است که در دهه ۱۹۶۰ به عنوان تکامل جوشکاری گاز داغ ایجاد شد. این می تواند یک فرایند دستی یا خودکار باشد.
در این فرایند از یک سر جوشکاری استفاده می شود که دارای نازل برای هوای گرم و یک اکسترودر است که مواد پرکننده را به بیرون هل می دهد.
این فرآیند مستلزم گرم شدن سطوح پیوند دهنده (faying) با استفاده از گرما و افزودن مواد پرکننده مذاب یا پلاستیک شده (اکسترودر) است که از طریق یک قالب (کفش) اکسترود می شود.
اکسترودر برای اطمینان از اتصال خوب ، با فشار اعمال می شود و سپس قطعه اجازه می یابد تا خنک شود.
مراحل این فرآیند جوشکاری مشابه سایر فرآیندهای جوشکاری پلاستیک است و شامل موارد زیر است:
آماده سازی سطح مواد پایه – ماشینکاری شیار مورد نیاز طبق طرح مشترک و تمیز کردن سطوح ظهور یافته توسط تراشیدن.
این باعث حذف آلودگی ها و اکسیدهای سطح اتصال می شود که در نتیجه می تواند جوش تمام شده را آلوده کند.
پیش گرم شدن در شروع اولیه جوشکاری مورد نیاز است.
این امر به طور معمول با استفاده از نازل هوای گرم روی تفنگ جوشکاری و ایجاد محفظه در محل شروع به دست می آید.
پس از شروع جوشکاری ، سرعت حرکت مناسب و زاویه اسلحه اطمینان حاصل می کند که سطح دفع آینده به اندازه کافی گرم شده است.